Подавляющее большинство легкосплавных дисков изготавливаются посредством использования метода гравитационного литья. Одним из главных достоинств этого метода является высокий коэффициент использования материала, благодаря чему, себестоимость производства существенно снижается. Именно это и является определяющим фактором при формировании цены (литье в 2-3 раза дешевле ковки).
В качестве конструкционных материалов широко используются относительно дешевые сплавы на основе алюминия. Алюминий является одним из наиболее легких металлов, что в сочетании с высокой прочностью его сплава, способствует снижению веса диска.
Если сравнивать со стальными изделиями, то алюминиевые диски легче на 10-20%, что является их основным преимуществом. Ведь в таком случае масса неподрессоренных частей машины значительно снижается. Из-за этого при движении по неровностям дороги на кузов воздействуют меньшие ударные нагрузки, а значит, улучшается такое эксплуатационное свойство автомобиля, как плавность хода. При этом также улучшаются условия работы подвески: упругие и демпфирующие элементы воспринимают меньшие нагрузки, тем самым увеличивается срок их службы.
За счет меньшей массы колеса быстрее восстанавливают контакт с поверхностью дороги при наезде на препятствие, что благотворно сказывается на устойчивости и управляемости автомобиля, движущегося на больших скоростях. Уменьшение массы колеса положительно сказывается на динамике автомобиля, т. к. для разгона и торможения требуется меньшее усилие, что в конечном итоге приводит к увеличению срока службы двигателя, трансмиссии и тормозной системы, а также к уменьшению расхода топлива.
Помимо всего прочего, диски из алюминиевых сплавов обеспечивают лучшее охлаждение тормозных механизмов за счет лучшего обдува и высокой теплопроводности материала. Нельзя не учитывать также высокую точность в изготовлении литых дисков, которая позволяет лучше произвести балансировку колеса. Это, в свою очередь, способствует уменьшению износа подшипников ступиц, шарниров деталей подвески, рулевого привода и шин.
Использование давления в процессе литья
Готовое изделие (алюминиевый диск) должен обладать такими качествами, как небольшой вес и оптимальная степень прочности, причем, за счет последнего параметра колесный диск может эксплуатироваться на различных дорожных условиях без риска механического повреждения или разрушения. Если стремиться к максимальному снижению веса, страдает прочность и наоборот, увеличивается вес диска в борьбе за прочность. Идеалом в этом случае может быть гармония, компромисс легкости и прочности.
В процессе производства колесных дисков используют следующие методы литья по способу заполнения форм:
• гравитационное литьё;
• гравитационное литье под давлением.

Технология соединила в себе теории технологий литья и ковки, чтобы сфокусироваться на решении данной конфронтации веса и прочности. При производствелитой диск проходит ускоренный этап затвердения жидкого алюминия для достижения требуемой прочности и жесткости. Обычное охлаждение водой в нижней форме дополняется охлаждением и в верхней форме. Сплав затем подвергается высокоскоростной термической обработке.
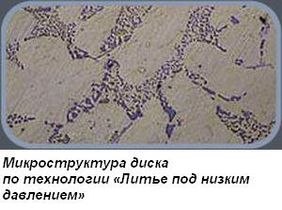
осле того как заготовка отлита, ее подвергают многократному нагреву до высокой температуры (примерно 540 градусов Цельсия) и резкому охлаждению в воде – эта технология сродни закалке металла. В процессе этой термической обработки меняется микроструктура алюминия, в результате чего сплав становится мелкозернистым. При помощи современных компьютерных технологий осуществляется анализ и контроль изменения структуры алюминия до, во время и после затвердения. Такой технологический процесс позволяет сделать диск тонкостенным не в ущерб его прочности.
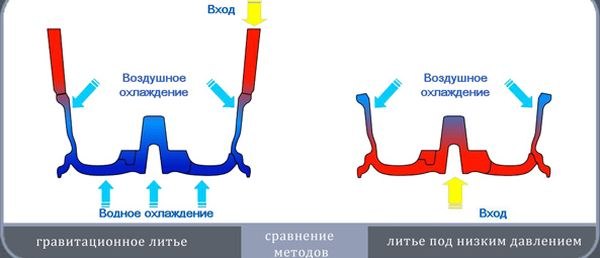
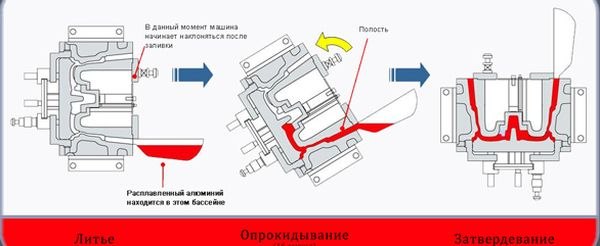
Если говорить об обычном гравитационном литье, то в его процессе заполнение формы жидким сплавом и его затвердение происходят без какого-либо внешнего воздействия, т. е. исключительно за счет действия силы тяжести. Литьё под давлением - способ получения отливок в пресс-формах, которые сплав заполняет с большой скоростью (16 секунд) под давлением. Использование этого метода обеспечивает точность размеров и предупреждает образования пористости конструкции.
Технология Liquid Forging
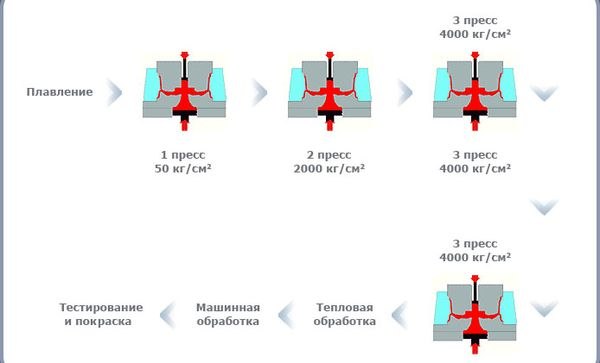
Данный технологический процесс объединяет преимущества литья и ковки. Как это выглядит? Расплавленный алюминий подается в форму и осуществляется первичное давление в 50кг/см2 и последующее давление в 1000 кг/см2. Третья степень давления - 4000 кг/см2 производится после того, как форма полностью заполнится расплавленным металлом и продолжается до полного затвердения. При таком многократном давлении поры расплавленного алюминия полностью устраняются, металл получается без усадочных раковин и с отличной микроструктурой.
Колесные диски, изготовленные с применением технологии Liquid Forging, демонстрируют целый ряд преимуществ:
• отсутствие “усадочной раковины”, микроотверстий и пор;
• мелкозернистость (20-30nm);
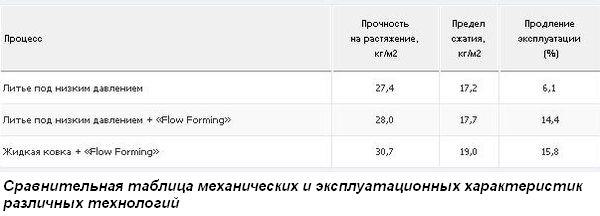
• высокие механические свойства жидкой ковки отражаются на лучшем прохождении поворотов, радиальной износоустойчивости и ударопрочности по сравнению с дисками, литыми при низком давлении;
• вариативность и изысканность дизайна в сравнении с цельнокованными дисками;
• вес жидкокованного диска ниже на 30% по отношению к литым дискам;
• высокие механические свойства и отличная микроструктура.

Технология Flow Forming
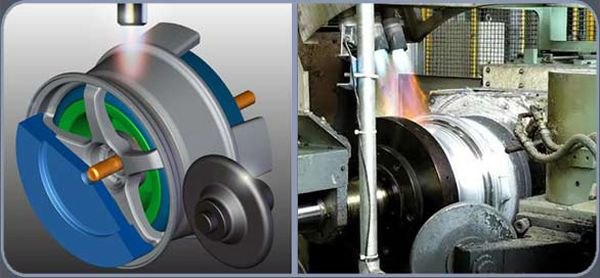
Производители по-прежнему работают над технологиями, которые позволяют сделать диск максимально легким не в ущерб прочности. Один из таких проверенных методов - процесс вытягивания обода под воздействием высокой температуры. У Kosei такой метод имеет название Super Fprming (SF), у MI-tech и Marcello - FF (Flow Forming).


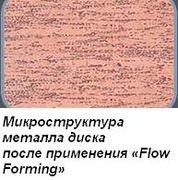
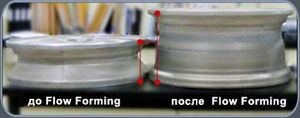
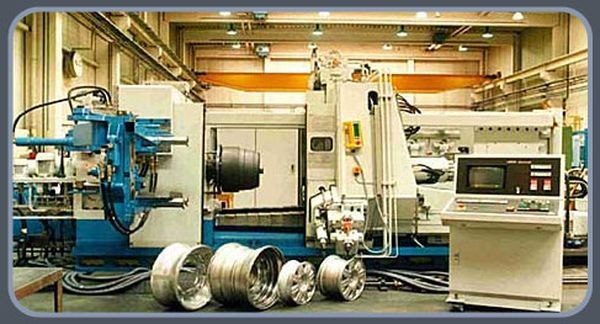
Ротационно-давильная технология Flow Forming – новая, прогрессивная технология изготовления симметрично радиальных деталей. Заготовка в виде сердцевины диска с буртиком отливается и прессуется под очень высоким давлением, а затем из буртика с помощью разогрева и специального оборудования “вытягивается” обод.
Технология Flow Forming позволяет сэкономить на сырьевом материале и механической обработке. Большим преимуществом является элегантный, утонченный внешний вид и беспрецедентно малая масса колеса. Являясь именно литыми, эти диски имеют высокую степень прочности, равную прочности кованых алюминиевых дисков.
Хромирование колесных дисков
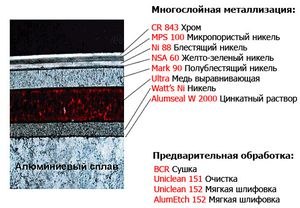
Основная задача процесса хромирования (гальванирования) состоит в том, чтобы обеспечить поверхности колесного диска защиту от механических повреждений и химического воздействия агрессивных сред. Кроме того, данная технология позволяет изменить свойства материала (электрическая проводимость, антифрикционные свойства, пригодность для пайки), а также добиться необходимого декоративного эффекта (цвет, блеск).
Хромирование представляет собой нанесение равномерного тонкого слоя хрома, который обеспечивает особую прочность и безупречный блеск. Чем толще покрытие, тем выше износостойкость изделия. На сегодняшний день достаточно широко используется декоративное хромирование.